As Big Data, IoT, and machine learning become more commonplace, all types of industries are starting to get in on the trend. However, some businesses are slower to adapt than others – even though the benefits of big data are incredibly obvious.
In 2014, just 17% of senior executives had made progress towards implementing big data and related technology into their supply chain management structure. Now, it is estimated that the number has grown to just under 50%. Additionally, research shows that the more a company invested in this type of technology, the greater the pay-off they experienced.
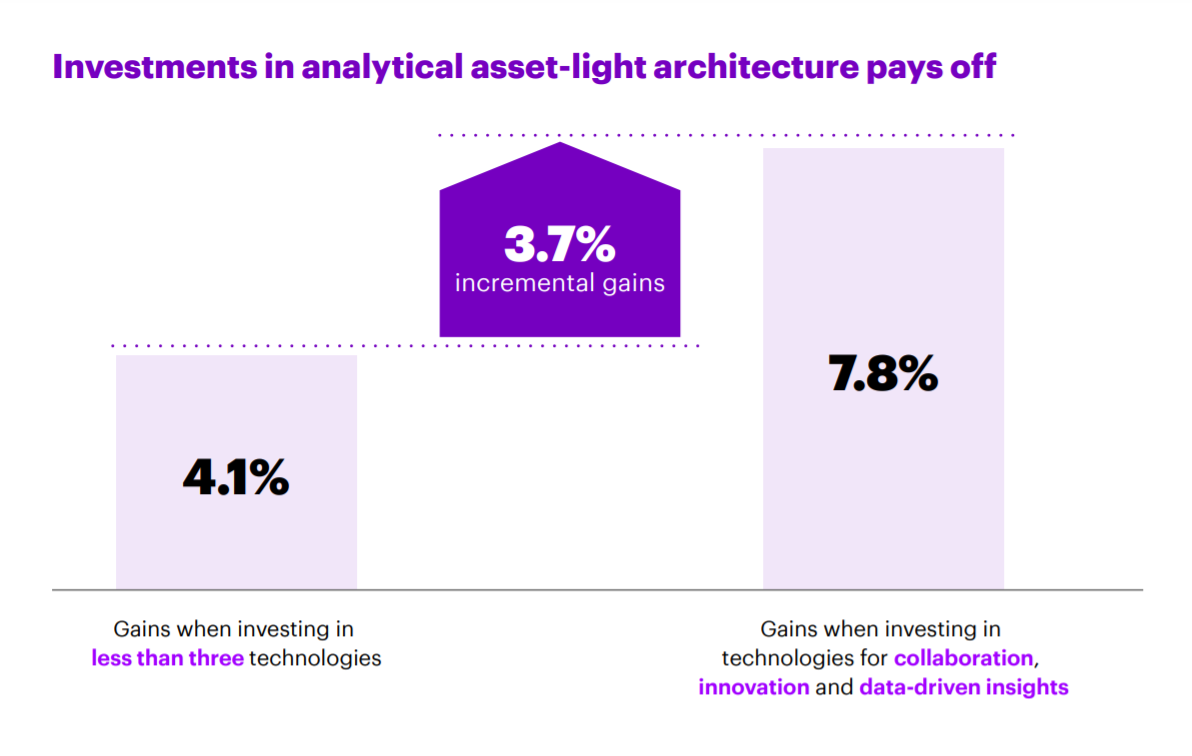
Source: https://www.accenture.com/_acnmedia/PDF-127/Accenture-Customer-Centric-Supply-Chains-License-Growth.pdf
While the aims of supply chain management (SCM) include saving costs, increasing productivity and delivering products and services quickly and safely, the presence of multiple manufacturers, vendors, distributors, and channels only add to the complexity. This makes data collection and analysis challenging even for an enterprise with huge resources at their disposal.
However, big data analytics can provide the right answers and eventually make processes simpler. Big data is designed to be compounding – data collected and utilized in one application can easily cross over into another. Additionally, the more data sources available, the more accurate predictions will be and the better the results.
So, this information begs the question: which areas in SCM receive the greatest benefits from big data?
Inventory Predictions
Businesses need to be able to capitalize on opportunities as soon as they present themselves. But predicting sales trends and inventory fluctuations requires rich data and intelligent predictive analytics.
Take Peloton as a recent example. Although no person (or algorithm) could have predicted the impact of the COVID-19 pandemic, big data systems could have helped the company keep up with supply and demand. As fitness centers closed and people were working out at home more, the sales for this indoor bike skyrocketed. However, Peloton did experience a shortage due to this sudden spike – some customers had to wait several months for their shipments.
A Peloton spokesperson told Toronto CTV News, “The Unexpected rise in demand for our products has led to increases in delivery times. Our goal is to continue to scale production and be able to deliver bikes to as many people as possible.”
Big data analytics could have helped to avoid this fiasco – as well as other, less significant sales fluctuations. Big data combines past sales trends with predictive technology to provide inventory managers with guides on just how much to expect. This helps to cut costs significantly so that the supply chain can order enough supplies to stock the shelves without ordering too much and potentially wasting products.
Product Quality and Temperature Control
Many industries, such as food, agriculture, pharmaceuticals, and chemical processing chains need to closely monitor and control specific elements in the supply chain. Even a slight change of a few degrees in temperature can impact the quality of the product – or even make it completely unusable.
Unfortunately, due to a lack of technological support to maintain control, about 30% of temperature-controlled products are damaged or spoiled before they reach their destination.
Temperature monitoring and logistical support are incredibly important in healthcare, including for the deployment of the COVID-19 vaccine. Many vaccine vials are only useable for a specific amount of time at a set temperature. Without proper management, much of this supply is sadly wasted.
The solution is cold chain monitoring technology, which supports temperature-sensitive product logistics through data logging. Managers can monitor temperature fluctuations in real-time and adjust cooling or heating systems accordingly during packaging, shipping, and delivery.
Big data systems can also help to prevent potential disruptions based on variable data, such as weather changes or traffic delays. This creates a comprehensive control system for effective supply management from start to finish while reducing waste and preventing product issues.
Order Fulfillment and Real-time Tracking
Efficient order fulfillment and traceability are essential, both for business productivity and customer satisfaction. Amazon has changed the game by offering incredibly short delivery times along with alerts for estimated drop-off times and minute-by-minute tracking.
Big data can allow businesses in all industries to offer similar experiences for their customers and clients. Up-to-date shipping information can also help to cut costs with delivery fleet management by optimizing route deployment, delivery schedules, and item location.
UPS utilizes supply chain data analysis through every step of their shipping process. Radars and sensors capture data as packages move through the supply chain. Big data systems then optimize the deliverer’s routes to ensure that packages arrive by the expected date. Overall, this has helped UPS to save 1.6 million gallons of gasoline in their trucks every year – cutting down delivery costs significantly.
Machine Maintenance
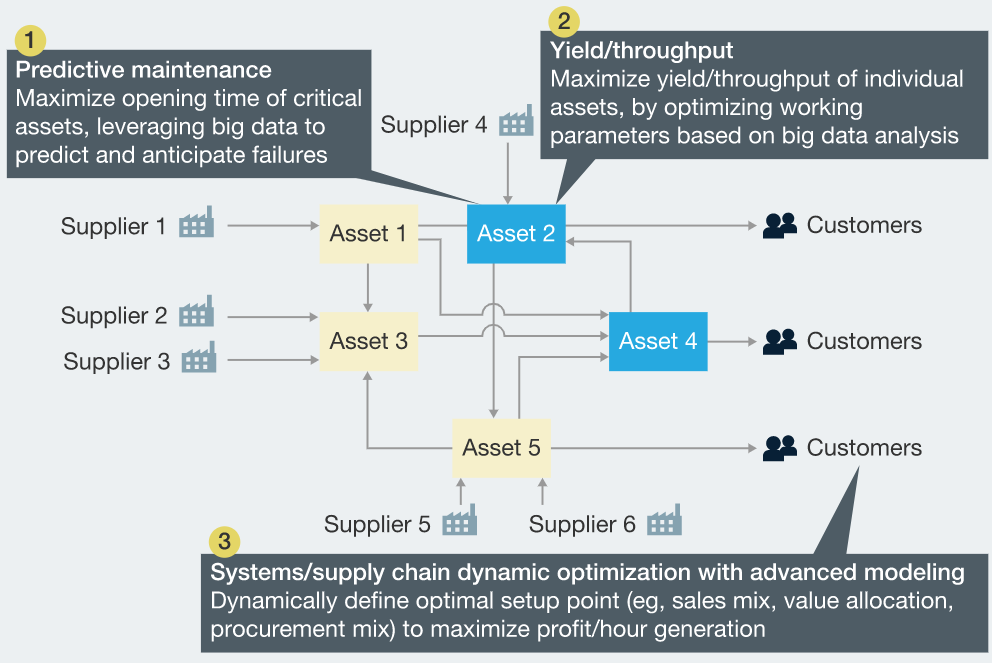
Unexpected issues with machinery caused by malfunctions, improper care, or aging equipment can create huge problems for companies. According to Industry Week, the unexpected downtime caused by machinery issues costs the manufacturing industry $50 billion a year.
Big data systems combined with IoT devices can send alerts of any issues or irregularities in machinery. Sensors can be used to track production, predict issues, and also notify when scheduled maintenance is needed to keep the machinery running in tip-top shape.
Source: https://www.mckinsey.com/business-functions/operations/our-insights/manufacturing-analytics-unleashes-productivity-and-profitability
This helps to reduce overall costs in two ways: first, it cuts down repair costs significantly and eliminates unscheduled downtimes. Secondly, predictive maintenance technology supports efficient production. All in all, a McKinsey study found that big data and predictive maintenance technology can cut machine downtime by 50% and even extend machine life by up to 40%.
Big Data Keeps the Supply Chain Moving
Integrating big data technology into every step of the supply chain management process can bring amount tremendous results. By combining robust sets of data with predictive analytics and IoT, supply chain managers can finally have the tools they need for strategic decision-making.
Although investing in big data can seem intimidating, overall the outcomes far outweigh the cost for industries across the board. There is no doubt that businesses will be investing and leaning on big data technology even more in the near future.